Kategóriák
Magyarország
|
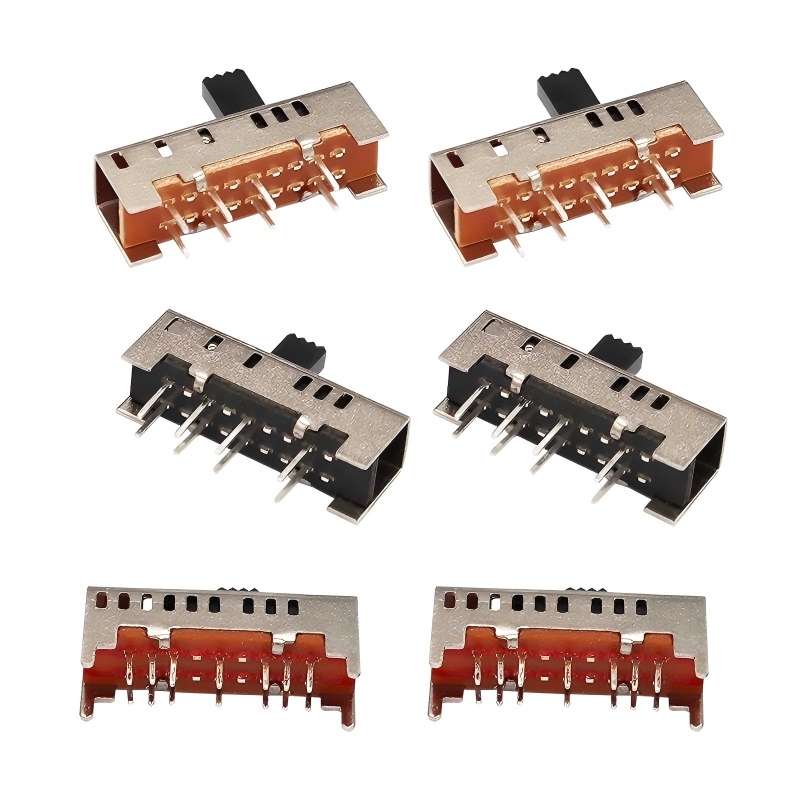
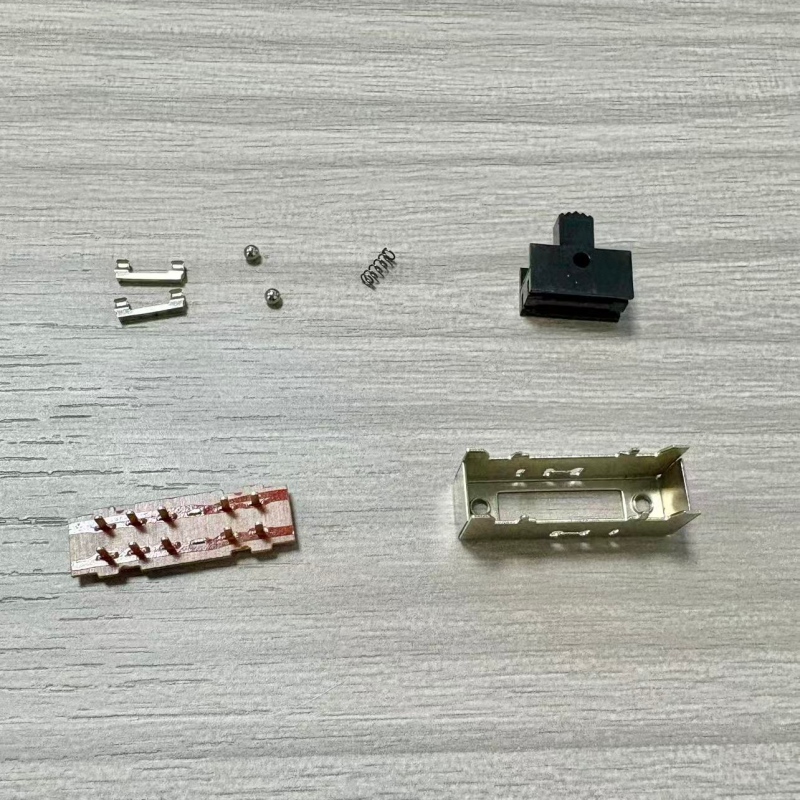
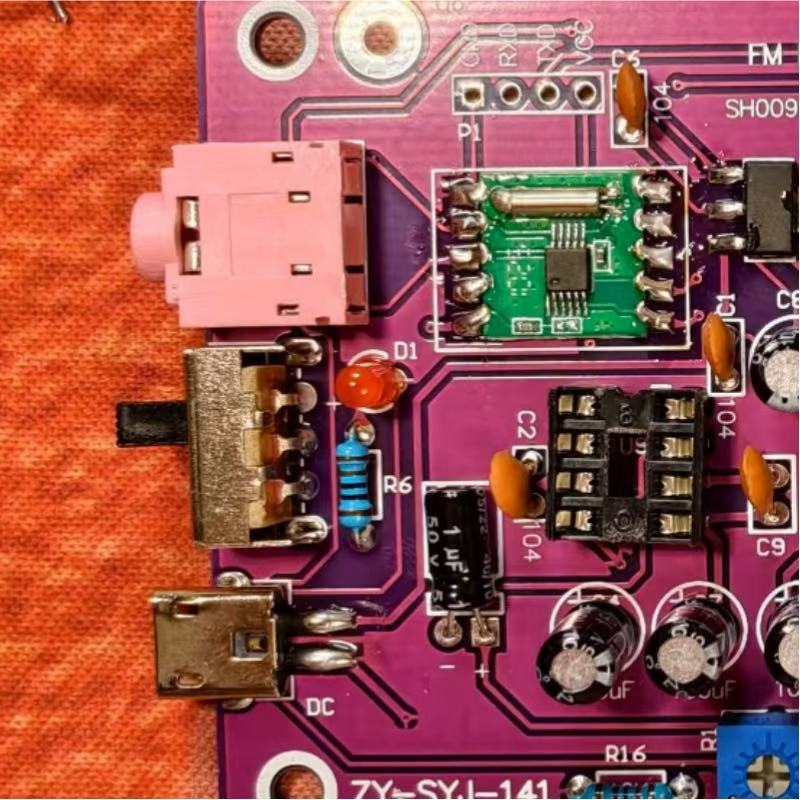
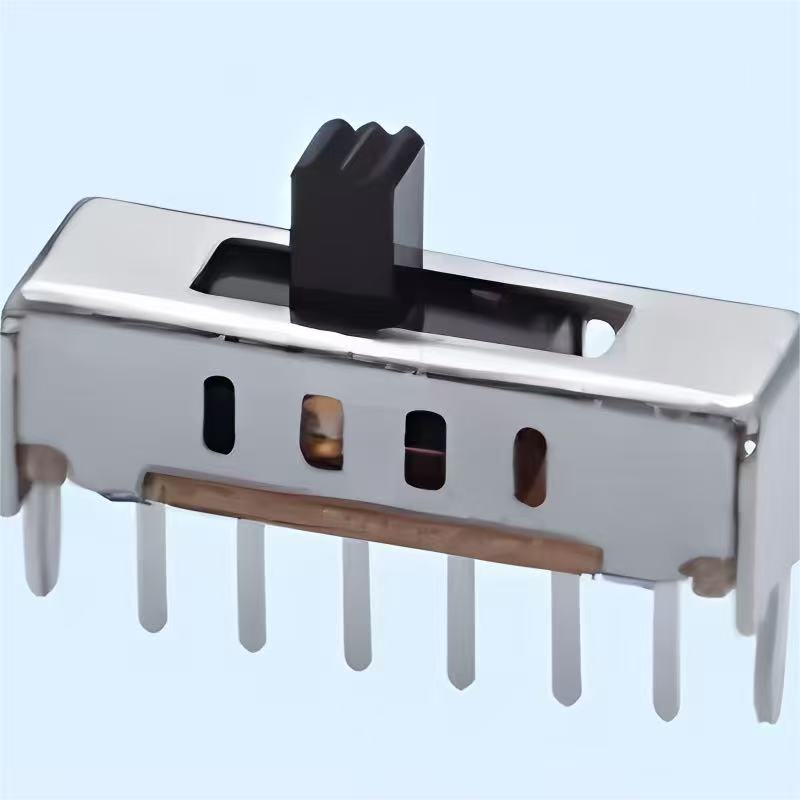
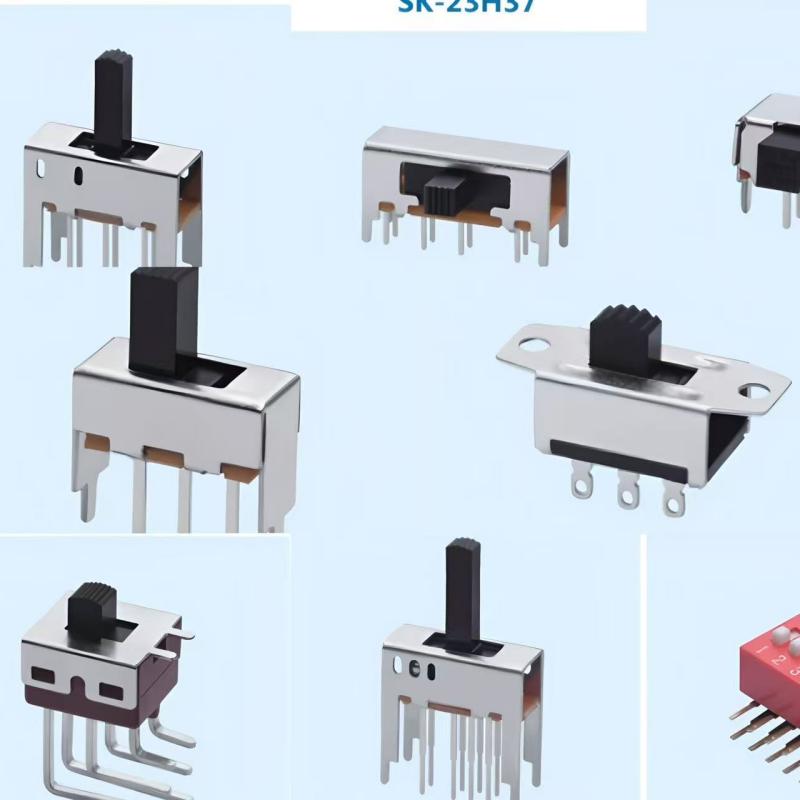
Az elektronikai termékek összeszerelése és javítása során a forrasztás kritikus folyamat, amely biztosítja a megbízható áramköri kapcsolatokat. Az általánosan használt alkatrészek, például az elektronikus billenőkapcsolók esetében a különböző forrasztási módszerek közvetlenül befolyásolhatják teljesítményüket, élettartamukat és az eszköz általános stabilitását. Ez a cikk három általános forrasztási technika hatásaival foglalkozik-kézi forrasztás, reflow forrasztás és hullámforrasztás-az elektronikus billenőkapcsolókon, praktikus választási ajánlásokkal együtt.
1. Kézi forrasztás
A kézi forrasztás a leghagyományosabb és legrugalmasabb módszer, különösen alkalmas kis forrasztásra-kötegelt gyártás, javítás vagy prototípus készítés.
Előnyök:
· Nagy rugalmasság: Pontos működést tesz lehetővé a különböző specifikációjú és tűelrendezésű kapcsolók számára.
· Szabályozható hősokk: A szakképzett kezelők kezelhetik a vas érintkezési idejét, hogy minimalizálják a kapcsoló belső szerkezetének hőkárosodását.
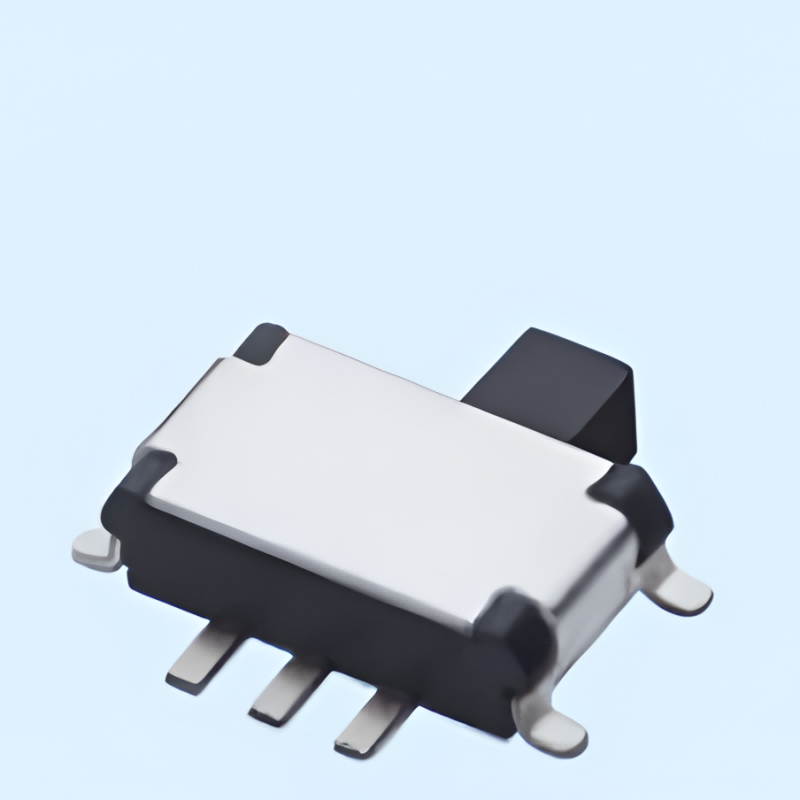
· Erős alkalmazhatóság: Ideális speciális, automatizált berendezésekkelnehezen forrasztható kapcsolókhoz (pl mikro billenő kapcsolók, vízálló kapcsolók házzal).
Lehetséges kockázatok:
· Hőkárosodás: A hosszan tartó működés vagy a túlzott hőmérséklet megolvaszthatja a műanyag alkatrészeket, vagy a belső fémérintkezők kihevülését okozhatja, ami befolyásolja a tapintást és az élettartamot.
· Hideg forrasztási kötések: Az elégtelen hőmérséklet vagy egyenetlen forrasztás megbízhatatlan csatlakozásokhoz, megnövekedett érintkezési ellenálláshoz vagy szakaszos vezetéshez vezethet.
· Statikus elektromosság kockázata: A szakszerűtlen kezelés statikus elektromosságot okozhat, ami károsíthatja az érzékeny belső érintkezőket.
Javaslatok:
· Használjon hőmérsékletet-vezérelt forrasztópáka, ideálisan 280-320°C között beállítva.
· Fogadja el a "ragasztós forrasztás" megközelítés, korlátozva a forrasztási időt tűnként legfeljebb 3 másodpercre.
· A vezetőképesség és a mechanikai szilárdságnövelése érdekében előnyben részesítse az ezüst- vagy réztartalmú forrasztóhuzalokat.
2. Reflow forrasztás
Az újrafolyós forrasztás a fő módszer a felületre-mount technológia, hole A forrasztópaszta forró levegővel vagy infravörös melegítéssel megolvasztja a csatlakozásokat.
Előnyök:
· Nagy konzisztencia: Alkalmas tömeggyártásra, biztosítva az összes kapcsolócsap egyenletes melegítését és stabil forrasztási minőséget.
· Erős forrasztási kötések: A forrasztópaszta megbízható intermetallikus vegyületeket képez az olvadás során, így biztosítva a robusztus csatlakozásokat.
· Magas automatizálás: Integrálható csákánnyal-és-helyezzen el gépeket a teljesen automatizált gyártáshoz.
Lehetséges kockázatok:
· Termikus stressz felhalmozódása: Hosszan tartó expozíció magas-hőmérsékleti zónák (jellemzően 220-240°C) felgyorsíthatja a műanyag öregedését vagy a ház deformálódását okozhatja.
· Forrasztási áthidalás: A túlzott forrasztópaszta vagy a szűk tűtávolság rövidzárlathoz vezethet a szomszédos érintkezők között.
· Magas hőmérséklet-ellenállási követelmény: A kapcsolóknak magas hőmérsékletűnek kell lenniük-hőmérséklet-ellenálló anyagok (pl. LCP műanyag, magas-hőmérsékletűnylon).
Javaslatok:
· Válassza ki a ≥260°C hőállósági besorolású billenőkapcsolókat.
· Optimalizálja a visszafolyó forrasztási hőmérséklet profilját, hogy elkerülje a túlzott csúcshőmérsékletet vagy a hosszan tartó magas hőmérsékletet-hőmérséklet expozíció.
· Sűrű tűelrendezésű mikrokapcsolók esetén fontolja meg forrasztópaszta-nyomtatósablonok vagy fazonok használatát a paszta terjedésének korlátozása érdekében.
3. Hullámforrasztás
A hullámforrasztást elsősorban átmenő forrasztáshoz használják-lyuk alkatrészek, hole A csapok egy olvadt forrasztási hullámon mennek keresztül, hogy kapcsolatokat alakítsanak ki.
Előnyök:
· Nagy hatékonyság: Ideálisnagy-átmenő forrasztás-lyukkapcsolók.
· Kiváló kitöltési képesség: A forrasztóanyag teljesen kitölti-lyukak, megbízható mechanikai rögzítést biztosítanak.
· Költség-Hatékony: A kiforrott berendezések és folyamatok alkalmassá teszik a hagyományos dugóhoz-a kapcsológyártásban.
Lehetséges kockázatok:
· Erős hősokk: Azonnali érintkezés magas-hőmérsékletű forrasztási hullámok (jellemzően 250-260°C) képlékeny repedést vagy belső szerkezeti deformációt okozhat.
· Forrasztóanyag eltömődés: A forrasztás gyenge áramlása vagy anem megfelelően kialakított tűlyukak a forraszanyag eltömődését okozhatják a mozgó alkatrészekben.
· Folyasztószer-maradék szennyeződés: A folyasztószer beszivároghat a kapcsoló belsejébe, ami hosszú ideig befolyásolja-kapcsolattartási megbízhatóság vagy elektrokémiai korrózió előidézése.
Javaslatok:
· Részesítse előnyben a hőkapcsolókat-ellenálló szerkezeti kialakítások (pl megerősített bordák, magas-hőmérsékletű műanyagok).
· Szigorúan szabályozza a hullámforrasztás érintkezési idejét (ajánlott 2-4 másodperc).
· Végezzen bejegyzést-forrasztási tisztítási eljárás a maradék folyasztószer eltávolítására.

Munka megnevezése: sales manager
Osztály: sales department
Cég telefon: +86 0769-86341524
E-mail: Lépjen kapcsolatba velünk
Mobiltelefon: +86 17774772320
Weboldal: dgxztechco.infohub2b.com
Cím: No. 250, shiheng avenue, shipai town, dongguan City

































 Bejelentkezés
Bejelentkezés